Field Trip O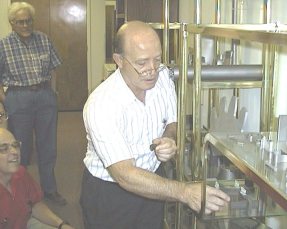 n June 24th
n June 24th
Journal of the Home Metal Shop Club of Houston, Texas
President - John Korman, V. Pres.- Bill Sperry, Treasurer - Alan May, Secretary - J.D. Wise, Editor - George Carlson , Email geotek@flex.net
Elections
At the June meeting, elections for the next year's officers were held. All positions remain the same except for Vice-President Richard Drews who was de-throned by Bill Sperry. As Red Skelton used to say. "Life is tough for the politician, first you're sworn in, then you're cussed out."
Miser Project
At the June meeting two members brought in Misers they have been working on. Don Foster's engine is complete but still needs a little tuning to get it to run. George Carlson's engine was running off heat generated by some power resistors in a wooden base. We expect to see a few more next meeting. The Miser plans were purchased from Jerry Howell, 3890 Becket Drive, Colorado Springs, CO 80906. I wish to thank Jerry for a fine design.
Field Trip On June 24th
A big round of applause should go to George Marsden who arranged the tour of Reliable EDM. Carl Sommer, company president, gave us a very interesting tour of the workings of the Wire EDM business. Reliable is the largest Wire EDM job shop west of the Mississippi. Below is a photo of Carl showing us some examples of work done at Reliable.
Membership is open to all those interested in machining metal and tinkering with machines. The purpose of the club is to provide a forum for the exchanging of ideas and information. This includes, to a large degree, education in the art of machine tools and practices. There is a severe shortage of written information that a beginning hobbyist can use. This makes an organization such as this even more important. For membership information and forms, call John Korman at (713) 723-8597.
If you have access to a computer with a laser printer, you can make very professional looking etched plates for models and other machines. This may be just the answer for those of you who have lathes with missing threading plates.
The process is simple and does not require any thing more dangerous than a clothes iron and some Ferric Chloride from Radio Shack. In a nut shell this is what is done. The artwork is created on a computer and printed on a special material. The image is then transferred from the material to the brass through the use of heat. The brass not protected by the image is then etched back using etchant for printed circuit boards. This is a simple process, with experience, a nameplate can be made from scratch in about a half hour.
Prepare the Brass Blank
I used a strip of brass purchased from a hobby store. The important thing here is that the piece must be very flat. The blank should be well oversize to make it easier to handle. Clean the blank and polish it with 600 grit carbide paper and water. Then clean the brass with scouring cleanser. This assures that all traces of oil are removed from the surface. Dry the piece with fresh paper towel and set aside.
Creating the Image

I use a program called Corel Draw. Version 4 of this product is now available for less than $100 at CompUSA and other computer stores. This is a picture of the screen while I was making my Miser plate. It is a very complete package and is capable of very high quality output. Other programs will also work quite well. The content of the image is only limited by your imagination except for a couple of items. Try to avoid lines and characters that are narrower than the depth you wish to etch. If you would like to etch to 0.015", a 0.010" line may become so severely undercut that it does not survive the etching process. Undercut is due to the etchant flaring out as the metal is penetrated. The other is, try not to make large areas to be covered by the resist. If, for instance, you wanted the letters etched instead of the surrounding area, this method could be a real problem. More about that later.
The Resist Material
The resist, (the material that covers the brass and prevents etching), is actually the toner from the laser printer. The toner is made of a very fine plastic powder that is melted and fused into the paper. In this process we print the image on a piece of special material that allows us to transfer the toner from the sheet to the brass itself. Thus, the areas on the brass that are not to be etched are covered with the plastic toner, leaving the rest of the piece free to be etched away by the Ferric Chloride. This material is available from Techniks, Inc. (908) 788-8249, and is called Press and Peel Blue. The cost is $30.00 for 20 sheets.
Printing the Image
When you are ready to print out the image make sure you tell the printer driver to print reverse or "emulsion side down". The upper photo is the PRINT OPTIONS in Corel 4. Notice the Emulsion Down option is selected. If you print normally, the image will be reversed on the finished plate. The next photo is a good example of what not to do, I printed it normal on the first attempt. It is a good idea to copy the image a few times on the sheet, so if the sheet crinkles a bit, you will still have another image to work from. Run a test sheet on paper and check your work. If ok, tape a piece of the PnP Blue about 1/2" down from the top of a normal piece of printer paper. This is the part I did correct in that second photo. Make sure there is no extra adhesive on top of the tape, this could get on the print drum. The PnP Blue is a very thin plastic sheet, and taping it to the paper helps prevent printer jams. Then run it through the printer, don't forget to reverse the image.

Applying the Image to the Brass
Cut out one of the images leaving some extra working space around it. Plug in your iron and set it to high temp. Using a hot air gun, preheat the piece of brass until it is too hot to touch, about 140 degrees. Place the PnP on the brass with the image down, lay a piece of paper on top of the PnP and press the sandwich with the iron. It's a good idea to start with a small image and print a bunch of them on a sheet of PnP Blue. This will give you more chances to get it right. After a couple minutes of heating and pressing, remove the iron and allow the brass and PnP to cool. I usually put a couple of books on top while it is cooling to help hold everything in place. Do not touch it again until it is at room temperature. The cooler the better.

Preparing the Etching Solution
I buy the circuit board etchant at Radio Shack or Electronic Parts Outlet. It is best to do the etching in a narrow/tall container. I use a laboratory beaker. Glass is best, do not use any metal, Ferric Chloride well even eat stainless steel. For best results heat the etchant to about 140 degrees or so. This is as hot as hot tap water. Heating the etchant greatly improves its working properties. I use the microwave oven, be sure to wipe the oven out afterward, because the etchant releases a small amount of Hydrochloric Acid which could cause rust.
Etching the Plate

When the brass plate is quite cool, carefully peel the PnP Blue off the plate. The toner should have stuck to the plate and released from the PnP plastic backing. Brush the image with a soft paint brush, if necessary, to remove flecks of PnP that do not belong. Cover the back of the piece, and other areas that you don't want etched, with mylar packaging tape. If the piece of brass is small. You may want to drill a small hole in it and suspend it from an iron or insulated copper wire during etching. Place the plate into the hot solution and keep it moving to agitate the solution. The etching takes about 15 minutes. Having a small container of water next to the etching container is handy for rinsing the part every once in a while to check progress.
Finishing the Plate

After etching rinse the part in water and remove the tape. The background can be painted black or colored black with Birchwood Casy's Brass Black. You can get this at gun shops. I found it works best to dilute the Brass Black with one part Brass Black to two parts water. This slows the reaction and prevents a black that flakes off. Burnish the solution into the brass with a small brush. After a few applications, the gun-black finish should look quite even and not rub off. Rinse, dry, and coat the part with oil. To bring back the shiny brass, polish the piece on some 600 grit sandpaper placed on a flat surface. Drill the mounting holes, and you're all set.
Final Thoughts
If you want large areas of you image to be covered, try drawing the image on the computer with just an outline around these areas. Then fill them in by hand with magic marker or finger nail polish. Large black areas can cause the PnP Blue to stick in the printer and cause a jam. Be careful with the Ferric Chloride. It will stain very badly, and eat or corrode almost any kind of metal. This, like any process, takes a while to learn, but it is fun and can certainly make your projects look more professional.

I was able to get my Miser working, but it was not without some close analysis of why I was having problems. The Miser is simple to get to run, just eliminate air leakage and friction. Of course, this is not as easy as it sounds. In this article I will discuss the special steps and considerations I made while building the Miser.
Piston Fit
This is one the most challenging parts of building any small precision engine. The piston must be able to slide freely in the bore without binding or leaking air. I machined my cylinder from Magnolia Bronze (about the same as 660). I chucked stock in the lathe with plenty of material sticking out so that all operations on the outside surfaces and the bore could be done in a single chucking. Note that this would mean that all crushing forces of the chuck will be at least 1/2" behind where the cylinder is made from. This should prevent distortion to the cylinder. All of the outside profiling is done first. Next I drill and bore the cylinder. I put my trust in the lathe to bore a straight cylinder, this should not be a problem with such a short distance. A small chamfer is cut on the front of the cylinder to help prevent a ding from damaging the cylinder and making it impossible to correctly fit the piston. The inside of the cylinder is then polished using emery buffing compound wiped on a piece of paper. Not much polishing, I do not want to distort the cylinder. The cylinder is then cut-off. To square the bottom of the cylinder it is carefully placed on an expanding arbor and the base is faced flat. While still on the arbor the hole can be threaded in the base and the flutes cut. The piston is machined on the inside first. Then the outside is turned to fit the cylinder. This piston is to be .7" long, but I turned an area about 1.5" in length. This will make the slide fit into the cylinder easier to feel, and prevent making a taper on the piston during the final fitting steps. For the final steps in fitting, ordinary typing paper can be used to burnish the piston to size. My piston is about .0003" smaller than the bore. It will not move if placed in the cylinder and one end is plugged, yet falls freely if both ends are open. Make it a close fit, there are no thermal expansion problems in a low temperature Stirling Engine.
Linkages
Second only to the piston, in causing problems, are the linkages. There is no room for misalignment. I found it necessary to leave the Piston Insert screw slightly loose to compensate for misalignment. The face of the Crank Disk and Displacer Crank Arm have to be precisely perpendicular to the axis of the Crankshaft. Binding will occur if they are not perfect. Try loosening the 0-80 hex screws that retain the crank pins. If you have a problem in this area, loosening the screws will help. As pointed out in the text, the axis of the cross holes in the ends of both connecting rods must be parallel. This includes both vertical and horizontal planes. If there is misalignment in the displacer connecting rod, you can see the displacer rotate slightly at the top and bottom of its stroke.
Displacer Rod Bushing
I drilled mine slightly oversize. I had some problems with binding in this area so I enlarged and burnished the hole with a #52 drill bit. It helped quite a bit.
Displacer
Make sure your displacer does not touch either the top or bottom plate. Even if a crumb of the styrofoam has fallen down and is being touched by the displacer, things will come to a halt.
Troubleshooting
The best way to troubleshoot your engine is to assemble it without the plastic displacer cylinder. This eliminates the compression, all that is left is friction. Next disconnect both the power piston and the displacer for the flywheel/crank assembly. Make sure the flywheel spins as freely as a gyroscope. If not, try washing the grease from the ball bearings with solvent and then replace the grease with a very light oil. I used the lubricant made for router bit guide bearings, it made quite an improvement. Connect the piston to the crank. It should not hinder the crankshaft from turning. The piston can be run-in with this configuration using the outside of a buffing wheel to drive the flywheel. Be careful, the flywheel could eat a finger. When that is working freely, connect the displacer connecting rod to its crank. It is a good idea to disconnect, and remove if necessary, the displacer. Again the flywheel should spin freely. You could run-in the crosshead at this point in the same way the piston was run-in. Make sure the displacer is removed or it will get destroyed by the high RPM.
Final Tests
Reconnect the displacer and adjust the height so that it does not touch either the top or bottom plate. The engine should still turn quite freely except that the displacer does have some air fiction. Replace the acrylic cylinder and test it on ice cubes. Ice cubes seem to give the best delta-T without risking damage to the engine. If it is not running at this point all that is left is air leaks and timing. I found that balance is only critical when you are trying to get the engine to be able to run very slowly.
The Stirling Engine Manual by James G. Rizzo
This is published in Great Britain and contains information gathered from all over the world. It contains a very interesting chapter on the history of the Stirling engine, and its developments and improvements that were made over the years. There are plans for about a dozen engines, as well as several chapters on building and testing practices. There is a chapter devoted to the Ericsson Hot Air Pumping Engine. The last chapter is devoted to measuring engine performance, a favorite topic of many engineers. I enjoyed both the historical and technical information presented in the book. There is quite a few tips on machining techniques and materials that would help any metal worker.
The book is available from Linsey Publications. 183 Pages, Indexed, Hardbound
Low Temperature Differential Stirling Engines by James R. Senft
This is written as in introduction to LTD Stirling Engines. In this book Dr. Senft highlights the recent development in LTD engines and shows some of the more important improvements. There are photographs of several strange engines that were built for research at NASA and JPL. At the end of the book are plans for a LTD engine that is quite simple to build. Detailed information is given on how to construct the "N-92" engine. The design of this engine very simple with connecting rods made of bent wire and a flywheel made of plexiglas. The point-contact linkages on this engine have much lower friction that those of the Miser, but are not as pretty.
Available from Lindsey Publications, 88 Pages, Soft cover.
