The Gray Monster
By George Carlson
I am writing this on Labor Day Weekend. It was on the Sunday before Labor Day twelve years ago that I bought my first "real" lathe. I had been wood-working since I was a small boy, and I had quite a bit of experience using a vertical mill for machining components used in electronic packaging, but I had not owned a metal lathe. I noticed an ad in the paper for a 16" LaBlond. A 16" lathe is pretty big for a garage, but it should still work out OK. The price seemed right, so I gave the old-boy a call. Yep, he still had the lathe, and I could come take a look. So I fired up my little Mazda pickup and drove the sixty miles south of town where he was located. I introduced myself and he took me over to show me the machine. The only problem was, he had given me the radius of the swing, not the diameter. This was a 32" lathe! It was really huge and really old. The change gears looked like man hole covers. It had a 24" four jaw chuck and a bed about fifteen feet long. I explained that this was not quite what I was looking for. He mentioned that he had a couple of small ones along side the shed, so we went to take a look. There was a 12" Hendy and a 14" Sydney. They were both quite old. The spindle hole on the Hendy was only about 3/4", too small. The Sydney had a much larger through-hole and looked more useful for what I wanted to do. I decided to take the Sydney so we made and closed our deal. I told him I would go see if I could rent a trailer to haul the old lathe with. "No problem", he said, "We can just put it in the back of your truck." Well, I knew the lathe was really going to be heavy, but, he had a big Ford tractor with a front loader and a back-hoe that could easily lift the lathe. We put it in the truck, and I was able to get the tailgate closed, good thing I had the long-bed truck. I looked under the truck, and the suspension was not down on the stops yet, so, why not. It took two hours to get home. I did not want to hurry things, the lathe probably weighed as much as my truck. I was a little nervous. My wife was not too happy about me bringing home this ugly mess. It had been stored in a Diesel repair shop for twenty years or so before it had been part of a swap, (involving livestock), and had found itself parked next to a barn for ten years. The quarter inch of black grease it had collected while at the Diesel shop helped protect it from rust during the years it spent outside. I didn't have any time to work on unloading it until the next day. That evening we had been invited to a party next door. Since we were new in the neighborhood, I put a hydraulic jack under the truck to relieve the springs and went in to get cleaned up.
 Then I removed all the parts from the lathe that I could lift, and sat them out of the way. Then I went and rented a heavy duty engine hoist and was able to lift the carriage and headstock from the lathe. The lathe had a geared head that weighed as much as a car engine. I was then able to bring the engine hoist over the center of the bed from behind the truck. This allowed me to lift the lathe bed and pedestals off the truck bed far enough to be able to push the truck out from underneath the lathe. What a relief! Then, I loaded up all the parts I could lift, back into the truck for a ride to the car-wash.
Then I removed all the parts from the lathe that I could lift, and sat them out of the way. Then I went and rented a heavy duty engine hoist and was able to lift the carriage and headstock from the lathe. The lathe had a geared head that weighed as much as a car engine. I was then able to bring the engine hoist over the center of the bed from behind the truck. This allowed me to lift the lathe bed and pedestals off the truck bed far enough to be able to push the truck out from underneath the lathe. What a relief! Then, I loaded up all the parts I could lift, back into the truck for a ride to the car-wash.
The lathe really had a bad case of the uglies. No amount of scrubbing was going to cure this. The paint was peeling off of the castings in great 1/8" thick sheets, it was not pretty. I put the lathe in the center of the garage using muscle, rollers, and a pinchbar. The I built a plastic tent around the lathe and sprayed the whole thing with Zip-Strip. After a bit of scraping and a new paint job, the lathe didn't look too bad. Now I had to get it running.
It had a two-horsepower three-phase motor. The motor was interesting, it had plain bearings and an oil reservoir at each end of the shaft. Large rings that were placed in cutout sections of the bearings, hung down into the oil. When the motor ran, the rings constantly provided fresh oil to the bearings. I had a problem, however, the motor would not restart if it had been running and was warm. Disassembly of the motor confirmed the problem. There was so much grease and grunk inside the motor that when it heated up, the shaft could not turn. Back to the car-wash. I must have washed 3 pounds of old chips and grease out of that motor.
In time, I was able to get the lathe to work pretty well. What it lacked in accuracy, it made up for in brute strength. I could take a cut of 1/4" to the side on mild steel with no problem. I found out that it had been built about 1925. The bed was seven feet long (including the area under the headstock), twelve inches wide and twelve inches high. The top of the carriage was about 24" wide, with "wings" that extended out to give more support. I'm sure that lathe must have weighed a good 2500 pounds.
There were a few things I really liked about that old machine. I liked the gear head. Lots of torque and easy to change speeds. Sure beat the little belt-drive South Bend I had used in the past. Also, I really liked how the clutch worked. The lathe had been originally built for use on line-shafts. Since the line-shaft could not be stopped every time you wanted to stop the lathe, there was a large handle attached to the side of the apron that when raised, engaged the clutch. When lowered, a brake was activated. This really speeds things up.
There were also some problems. Since the lathe used plain bearings, it was designed to run slow. I think it would run as slow as 10 RPM. Top speed was around 300 RPM. This was good for large work and threading, but not for small work. It did not have the gearing for cutting metric threads, although the quick-change gearbox allowed most any other thread you would ever need. And, it was really worn-out. It had been a production machine and been used a lot. You could see how worn the ways were. But, I had learned quit a bit about lathes in the process, time to move on to something new.
I sold that old lathe to another fellow that was just getting into the hobby. He hired a machinery hauler with a tilt-bed truck. No more pickup truck rides for this lathe.
My new lathe is a gear head, has a motor control on the apron, a D1-4 camlock spindle, and the gearing to cut most any thread, metric or otherwise. But no spindle brake, that was only to be found on the more expensive machines.
That's what this next section is all about.
Foot Activated Spindle Brake for the Small Lathe
By George Carlson
In September of 1989 I decided to buy the new lathe. There were several features I was looking for in a new lathe and I was able to get most of those on the new machine. The only thing missing was a spindle brake. After closely examining the way the drive pulley of the new gear-head lathe was designed, I decided that I could install my own brake without too much difficulty.
This article should not be considered a how-to, lathes vary greatly, just consider it a good source of ideas for your situation.
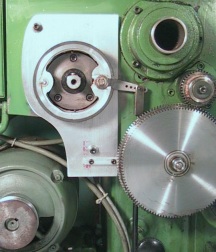
 The drive pulley was hollow on the inside, just like a brake drum. The only difference was that the inside was not machined and still had the draft angle for the casting. I fashioned a temporary drive pulley from an aluminum pulley purchased at a hardware store. I was then able to chuck-up the original lathe pulley and turn the inside walls square. The photo shows the finished pulley.
The drive pulley was hollow on the inside, just like a brake drum. The only difference was that the inside was not machined and still had the draft angle for the casting. I fashioned a temporary drive pulley from an aluminum pulley purchased at a hardware store. I was then able to chuck-up the original lathe pulley and turn the inside walls square. The photo shows the finished pulley.
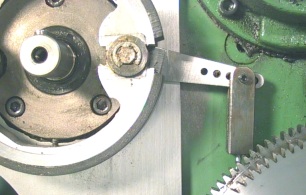 As a kid I spent a lot of time working on motorcycles. The drum brakes on the old bikes were very simple devices using a pair of brake shoes and an eccentric to provide the braking action. Unlike the motorcycle brakes, using two shoes, I made mine using one large shoe. I built my brake shoe using an aluminum backing and brake shoe material bandsawed from an automotive brake shoe. The material is cemented to the aluminum with JB Weld, and a couple of small screws for insurance. Looking at the photo you can see that the shoe assembly pivots at the left side on a pin projecting from the back-up plate. The eccentric is on the right side. It also pivots on a stud projecting from the back-up plate. A bell-crank arm, welded to the eccentric, is connected to a cable to operate the brake. The cable is a motorcycle clutch cable. When the cable is pulled, the eccentric turns and pushes the brake apart, causing it to grab the inside of the drum (pulley). Be sure to design a system that is easy to adjust.
As a kid I spent a lot of time working on motorcycles. The drum brakes on the old bikes were very simple devices using a pair of brake shoes and an eccentric to provide the braking action. Unlike the motorcycle brakes, using two shoes, I made mine using one large shoe. I built my brake shoe using an aluminum backing and brake shoe material bandsawed from an automotive brake shoe. The material is cemented to the aluminum with JB Weld, and a couple of small screws for insurance. Looking at the photo you can see that the shoe assembly pivots at the left side on a pin projecting from the back-up plate. The eccentric is on the right side. It also pivots on a stud projecting from the back-up plate. A bell-crank arm, welded to the eccentric, is connected to a cable to operate the brake. The cable is a motorcycle clutch cable. When the cable is pulled, the eccentric turns and pushes the brake apart, causing it to grab the inside of the drum (pulley). Be sure to design a system that is easy to adjust.
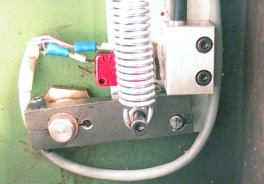
The brake is activated by a foot pedal mounted across the front of the lathe. The foot pedal activates the brake by pulling on the cable when pressure is applied to the brake. Brass bushings were made for each end of the pedal. The pedal pivots on 1/2" pins projecting from each end. The pin on the left side of the pedal is welded in place. The right side pin is held in place with a screw, it was inserted from inside the right pedestal after the left side of the pedal was in place. A spring is used to return the pedal to normal position. The photo shows how an arm is connected to the pivot shaft of the pedal on the inside of the left-hand lathe pedestal. The block used to hold the outside of the control cable also acts as a stop for the upward movement of the arm. An extra helper is the micro-switch that is kept in the closed position by the arm when it is in normal position. When the brake is applied, the micro-switch shuts down the magnetic contactors (relays) used to run the lathe. If you use the micro-switch, make sure your lathe has a magnetic starter system. Otherwise, the lathe may start running as soon as pressure is taken off the brake petal. This would be very dangerous.